
 Eng
Eng Deu
Deu Se hai aperto questo articolo basandoti sul titolo, significa che in passato hai sperimentato questa situazione, o che probabilmente la stai sperimentando ora senza aver trovato una soluzione efficace.
Se hai aperto questo articolo basandoti sul titolo, significa che in passato hai sperimentato questa situazione, o che probabilmente la stai sperimentando ora senza aver trovato una soluzione efficace.
Tutti sappiamo quanto l’argomento vibrazione utensile sia complesso.
Tanto è vero che quando la vibrazione inizia a diventare “il problema” della nostra giornata la tensione sale in modo rapido.
Questo problema è vissuto in modo molto negativo, perché davanti alla vibrazione utensile molte volte ci sentiamo impotenti, non abbiamo sotto controllo la situazione e questo ci rende nervosi e ci spinge spesso a fare scelte sbagliate nel tentativo di risolvere la situazione.
Oltre a questo, non ti racconto nulla di nuovo dicendo che produrre componenti con presenza di vibrazione ha molti aspetti negativi, e nessuno positivo. Riporto di seguito i più comuni:
- SCARTO DEL PEZZO PERCHÉ NON CONFORME
- RIDUZIONE DELLA DURATA DELL’UTENSILE
- ROTTURA DELL’UTENSILE
- USURA PRECOCE DELLA CUSCINETTERIA MACCHINA
- AUMENTO FERMI MACCHINA
- PERDITA DI PRODUZIONE
- RALLENTAMENTO DEI PARAMETRI DI TAGLIO COME SOLUZIONE TEMPORANEA
- FRUSTRAZIONE PERSONALE A CAUSA DELLA SITUAZIONE NON SOTTO CONTROLLO
Oltre a questi aspetti negativi, a ben vedere, la vibrazione dell’utensile induce stress nelle relazioni tra le persone coinvolte in questo problema.
Tipicamente, dal reparto qualità viene segnalata la problematica al reparto di produzione che, ovviamente, ferma tutto e da qui inizia una serie di analisi infinite atte a risolvere la cosa nel modo più rapido possibile. Perché in modo rapido?
Perché, come è noto, dalla logistica si sollecita la data di consegna promessa al cliente e questo crea altro stress. Come ciliegina sulla torta arriva poi il commerciale che benedice tutti con la tipica frase:
ECCO IO TROVO I CLIENTI
E VOI COSÌ LI FATE SCAPPARE!
Tutto questo avviene, se siamo fortunati e il problema viene individuato subito, all’interno dell’azienda. Al contrario, quando il problema viene riscontrato dal cliente finale, la bomba scoppia letteralmente, e lo stress in azienda regna sovrano.
A questo livello, oltre che aver speso di più, perché magari il componente è stato già assemblato, imballato, spedito, ci va pure di mezzo la reputazione dell’azienda.
Come è ormai noto, ci vuole una vita a conquistare un cliente e, alla minima vibrazione, è perso! (Giusto per stare in tema).
Dunque, è per questa ragione che l’effetto bomba assume una potenza di tipo NUCLEARE!
ALLORA, COSA FAI QUANDO
IL TUO UTENSILE VIBRA?
Il classico percorso che ho visto più volte fare è il seguente:
- FAI SPARIRE TUTTI GLI SCARTI IL PIÙ PRESTO POSSIBILE.
- CERCHI DI INDAGARE, SENZA SUCCESSO, TRA GLI OPERATORI CHI HA CAMBIATO QUALCHE COSA.
- ABBASSI I GIRI DI ROTAZIONE DEL MANDRINO, RIMEDIO CHE FUNZIONA QUASI SEMPRE. PECCATO CHE RALLENTI L’OPERAZIONE.
- CHIAMI IL FORNITORE DELL’UTENSILE PER CERCARE LA SOLUZIONE.
- CONTATTI ALTRI FORNITORI NELLA SPERANZA CHE ABBIANO UN SANTO IN PARADISO RACCOMANDATO…
- INIZI A FARE PROVE D’ISTINTO CAMBIANDO PIÙ VARIABILI ALLA VOLTA PER POI ANDARE NEL PALLONE.
Credo che queste situazioni le abbiamo vissute tutti. Anche io, in prima persona, anni fa, assistendo a collaudi interni, vedevo ripetersi più o meno le stesse scene. Fino a quando, stanchi di FARE SFORZI IMMENSI su questi temi, abbiamo formato un team di persone che hanno preso il toro per le corna.
Dopo aver dedicato tempo a questi temi, quello che ne è uscito è che la vibrazione è una scienza precisa e non un qualche cosa di misterioso come a volte si è portati a pensare.
Oggi ti propongo un interessante viaggio alla scoperta delle fonti di vibrazioni che si generano in una macchina utensile. Durante questo viaggio ho scoperto concetti molto interessanti che voglio condividere con te. Sicuramente, se sei in qualche modo coinvolto nel mondo della lavorazione meccanica, questi concetti ti possono aiutare a migliorare notevolmente.
TUTTO HA INIZIO CON UNA
SEMPLICE VIBRAZIONE…
Dopo aver visto come una vibrazione mette in crisi un reparto o addirittura la reputazione di un’azienda, andiamo ad esaminare nel dettaglio cosa c’è dietro…
Avere il componente vibrato è solo il risultato finale di una serie di situazioni che non sono sotto controllo. Di seguito ti elenco la lista dei 13 punti base che influiscono direttamente sulla vibrazione e che magari non hai mai pensato prima di controllare:
- UTENSILE USURATO
- UTENSILE NON SERRATO IN MODO RIGIDO NEL PORTAUTENSILE
- CONO PORTAUTENSILE USURATO
- TIRETTO PORTAUTENSILE USURATO
- CONO MANDRINO MACCHINA USURATO
- CUSCINETTERIA MANDRINO MACCHINA USURATA
- CUSCINETTI LINEARI DEL MODULO 3 ASSI USURATI
- FORZA DI BLOCCAGGIO CONO UTENSILE
- BLOCCAGGIO PEZZO INSTABILE
- REFRIGERANTE NON ADATTO O MANCANTE
- PORTA UTENSILE e/o UTENSILE NON BILANCIATO
- LINEA MANDRINO NON BILANCIATA
- RISONANZA DELLA STRUTTURA MACCHINA
Vediamo velocemente questi punti, partendo dal primo “UTENSILE USURATO”: è quello che viene sempre analizzato e incolpato per primo, dunque lo salterei, passando al secondo “UTENSILE NON SERRATO IN MODO RIGIDO SUL PORTAUTENSILE”.
Questo punto, anche se sembra banale, non lo è affatto: un utensile non serrato correttamente può essere la causa del problema. Tipicamente, se si ha un serraggio a pinza elastica, si nota un buon salto passando ad un serraggio idraulico che risulta essere più rigido grazie alla forza idraulica del meccanismo di chiusura.
In casi più difficili, ho sperimentato dei serraggi a caldo. Questo sistema elimina al 100% ogni possibile gioco, rendendo il portautensile e l’utensile un pezzo solo a tutto vantaggio della rigidità.
Il tema del “CONO PORTA UTENSILE USURATO” è un tema spesso dimenticato. Si da per scontato che il cono non si usuri mai, che sia eterno e, per questo, in molti non pensano che potrebbe essere la causa. Il rimedio è la semplice sostituzione.
Insieme all’usura del cono, di pari passo c’è anche la verifica del “TIRETTO PORTAUTENSILE USURATO” che, per gli stessi motivi del cono, si pensa sia anch’esso eterno, ma, in realtà, avendo dei punti di contatto ristretti, questi sono soggetti ad usura.
“CONO MANDRINO MACCHINA USURATO”: succede quando la macchina è in produzione da anni e i cicli di cambi utensili hanno superato milioni e milioni di cicli. In questo caso, il costruttore può sostituire il mandrino o rettificare il cono rigenerandolo.
Un punto invece spesso preso in considerazione anche se non sempre è la causa, è la “CUSCINETTERIA MANDRINO MACCHINA USURATA”, essendo alquanto logica come causa.
Al punto settimo troviamo “CUSCINETTI LINEARI DEL MODULO USURATI”: la statistica ci fornisce dei dati che indicano questa causa come rara e, in caso di sostituzione, il problema è più legato ad errori di programmazione e conseguente crash.
Un punto poco controllato è la “FORZA DI BLOCCAGGIO CONO UTENSILE”: questo punto verifica il tiraggio cono ISO40 una taratura di circa 1.000 kg. Se il cliente non esegue della manutenzione preventiva, questo punto spesso può diventare problematico e generare vibrazione sul pezzo fino alla perdita durante il cambio utensile.
“BLOCCAGGIO PEZZO INSTABILE”: parlando di vibrazioni, ci si concentra subito sull’utensile, ma, a volte, la soluzione si trova esattamente dall’altra parte, nel bloccaggio del pezzo inteso come punti di chiusura poco stabili, oppure cadute di pressione idrauliche.
Pochi mesi fa, ho sperimentato il seguente problema causato da “REFRIGERANTE NON ADATTO O MANCANTE”: sembra un tema ridicolo, ma per 4 giorni il cliente è impazzito perché non riusciva più ad ottenere una finitura che normalmente eseguiva.
Un operatore aveva sostituito il cono portautensile con un cono senza passaggio refrigerante. Quindi, non arrivando più il refrigerante, anche lo stesso utensile non riusciva a lavorare come prima.
Risultato: 4 giorni a dare colpa ad altro, compreso un cambio cuscinetti per poi richiedere un nostro intervento con il quale, attraverso una semplice lista di controlli, il tecnico PORTA Solutions ha trovato il cono senza passaggio refrigerante.
“PORTA UTENSILE e/o UTENSILE NON BILANCIATO”: tanti pensano alla bilanciatura solo con utensili da 20.000 o 30.000 giri. Questo è sbagliato, in quanto allo stesso modo gli utensili a 4.000 6.000 giri sono influenzati da sbilanciamento.
Per questo tema c’è una norma ben precisa che aiuta a capire quali sono i parametri. La norma è la DIN 69888 la quale specifica che il carico del cuscinetto dovuto allo sbilanciamento non deve superare l’1% della capacità di carico dinamico dei cuscinetti.
Pochi sanno che in fase d’ordine degli utensili ci si può appellare a questa norma in modo che il fornitore stesso ti consegni degli utensili bilanciati.
Restando in temi di bilanciamento, ecco l’altro punto: “LINEA MANDRINO NON BILANCIATA”. É molto importante bilanciare i mandrini, infatti questa operazione viene eseguita come prassi nel seguente modo.
Le misure di vibrazioni ed equilibratura sono eseguite impiegando lo strumento chiamato bilanciatrice ed è diviso in due fasi, una di rilievo e l’altra di equilibratura.
RILIEVO: eseguito in accordo alla ISO 10816 ” Valutazione delle vibrazione delle macchine mediante misurazioni sulle parti non rotanti”.
EQUILIBRATURA: eseguita in accordo alla normativa ISO 1940 “Equilibratura dei rotanti rigidi”.
Secondo la normativa ISO 10816-3 i mandrini si possono classificare nel gruppo 2 che prevede un livello di vibrazione classificabile come:
• BUONO: macchina in perfette condizioni fino a 1,4 mm/s RMS.
• AMMISSIBILE: macchina idonea per il funzionamento a lungo periodo senza necessità d’alcun intervento da 1,4 a 2,8 mm/s RMS.
• TOLLERABILE: macchina non idonea per il funzionamento a lungo termine, quindi necessaria di un intervento migliorativo il prima possibile da 2,8 a 4,5 mm/s RMS.
• INAMMISSIBILE: macchina non idonea al funzionamento oltre 4,5 mm/s RMS.
Concludo dicendo che nel caso di PORTA Solutions dichiariamo che quanto sopra citato viene eseguito in accordo alle normative :
• ISO 10816
• ISO 1940
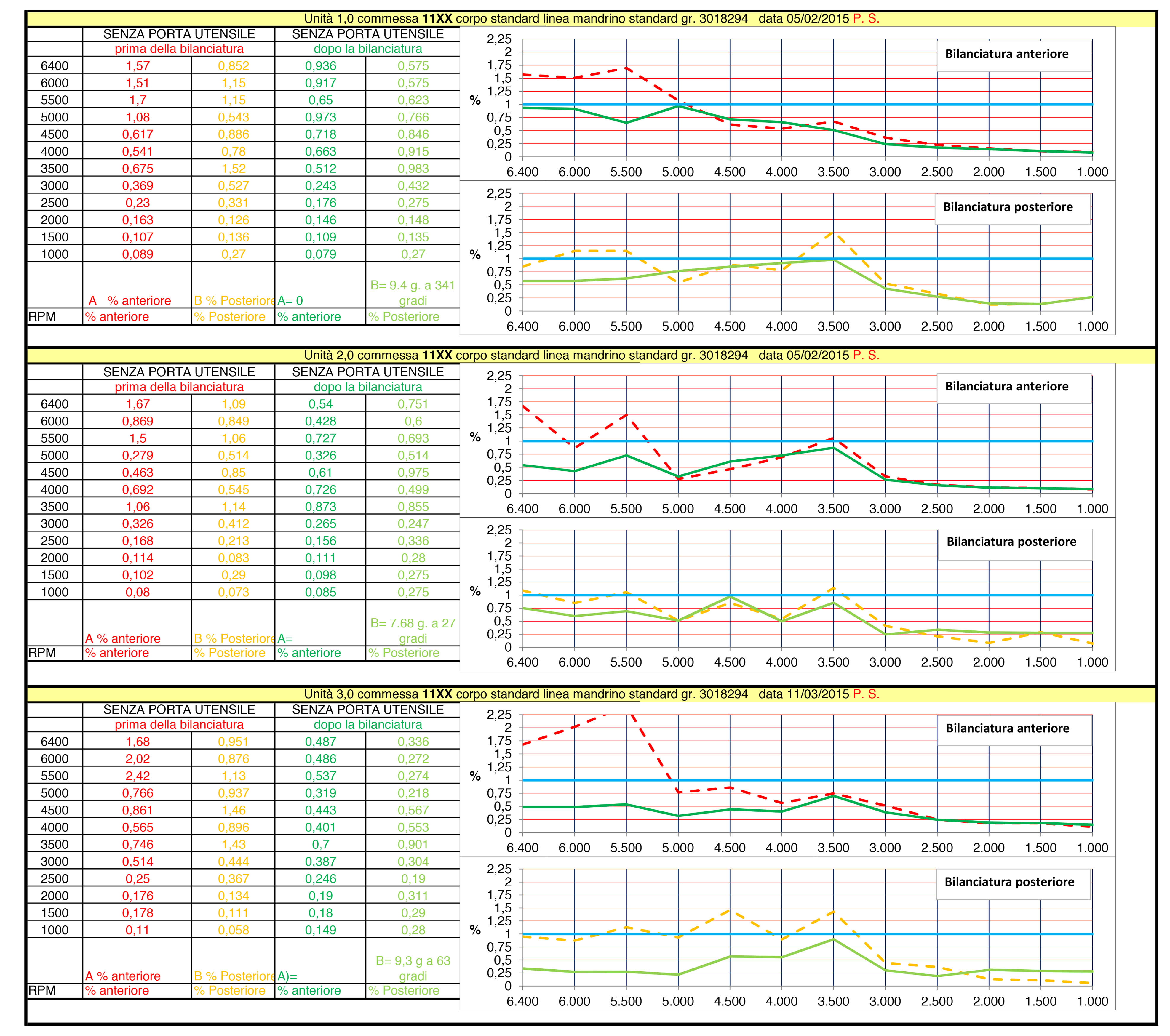
Inoltre a quanto dichiariamo, noi andiamo oltre perché da Gennaio 2015 TENIAMO COME LIMITE MASSIMO DI TARATURA 1,0 mm/s RMS (IL 40% IN MENO RISPETTO ALLA NORMA) e ti assicuro che questo si riflette positivamente sui seguenti aspetti:
- MIGLIOR FINITURA PEZZO CLIENTE
- VITA UTENSILE MAGGIORE
- DURATA CUSCINETTI AUMENTATA
- DURATA MACCHINA UTENSILE
- TEMPI CICLI VELOCI
Clicca Sulla Tabella Per Vedere L’Equilibratura Mandrini del nostro MULTICENTER sotto la soglia 1,0 mm/s RMS (IL 40% IN MENO RISPETTO ALLA NORMA!) :
Al tredicesimo posto, in fondo alla lista dei 13 punti base che influiscono direttamente sulla vibrazione troviamo un argomento decisivo, praticamente il più importante, che fa la differenza.
Perché allora è in fondo alla lista? Perché questo punto è “RISONANZA DELLA STRUTTURA MACCHINA”. Evidentemente, se hai già una macchina utensile, ci puoi fare ben poco, al contrario se sei in fase di scelta allora ti posso dimostrare che:
IL MULTICENTER È STATO STUDIATO
PER ABBATTERE AL MASSIMO
LE VIBRAZIONI
Per dimostrarti come posso dichiarare questo, ti do una possibilità irripetibile, puoi scaricare la tesi da 110 E LODE composta di 164 pagine e vedere di prima persona il lavoro svolto e i risultati ottenuti sulla nuova struttura.
Ed ora rispondi alla 2 domande che ti propongo per meglio valutare la tua situazione che stai vivendo ora:
COSA CAMBIEREBBE NELLA TUA AZIENDA SE ELIMINI PER SEMPRE PROBLEMI DI VIBRAZIONE?
…E COSA ACCADE SE CONTINUI A LOTTARE CON LE VIBRAZIONI ADOTTANDO RIMEDI TEMPORANEI E NON DEFINITIVI?
E TI RICORDO CHE…
NON SOPPRAVVIVE IL PIÙ FORTE, MA CHI SI ADATTA RAPIDAMENTE AI NUOVI SCENARI!
SCARICA SUBITO LA TESI DA 110 E LODE!
Ciao
A presto!